DTF 工厂如何做到“零粉尘、零浪费、零停机”?(产线优化指南)
一、前言:DTF 工厂的三大痛点——尘、浪费、停机
无论你是:
- 小型创业者
- 中型加工厂
- 服装厂配套车间
- 跨境供应链
- 大型 DTF 产线
你一定遇到以下三件痛苦的事:
❌ 1. 粉尘 everywhere
工作区粉尘满天飞:
- 地上都是粉
- 机器内部都是粉
- 工人吸粉
- 衣服上都是粉
- 粉积在烘道、传送带、风机里
- 厂里越来越脏、越来越湿
粉尘不仅影响品质,还影响工厂形象。
❌ 2. 浪费严重
你可能没有统计过,但真实情况非常可怕:
- 撒粉浪费 30–50%
- 粉吸潮整袋报废
- 烘干能耗过高
- 跑偏浪费膜
- 错误烘干、断卷导致整卷废掉
- 空打、返工占用产能
- 工人操作失误浪费人工
而浪费 = 成本增加 = 利润减少。
❌ 3. 停机频繁
几乎所有 DTF 工厂都遇过:
- 喷头堵
- 温控飘
- 粉仓堵
- 传送带卡粉
- 纠偏失灵
- 烘干异常
- 回粉堵塞
- 卷料打折
- 电机过热
- 控制板死机
每停机 10 分钟,就是:
- 10 米产能损失
- 50–200 元利润损失
- 客户交期延迟而爆炸
这三件事,是所有 DTF 工厂的噩梦。
但是,也有一些工厂实现了:
⭐ 0 粉尘
⭐ 0 浪费
⭐ 0 停机
你知道他们是怎么做到的吗?
答案就是:「标准化产线 + 工程级设备 + 流程优化」。
龙洛科技为全国 3000+ 家 DTF 工厂升级了产线,我们把最关键的经验整理成今天这篇“终极优化指南”。
二、如何实现“零粉尘”?(从设备 → 环境 → 流程 全面优化)
粉尘从哪里来?
你一定要理解根源。
⭐ 粉尘的核心来源有 5 个:
① 撒粉不均 → 粉掉在设备周边
② 粉震过头 → 粉直接飞出
③ 回粉系统不完善 → 粉落地
④ 粉吸潮 → 粉变重 / 不流动 → 撒不均
⑤ 工人操作时洒粉 → 粉乱飘
大多数工厂粉尘严重,是因为抖粉机不够专业。
⭐ 第一部分:从设备端解决粉尘(根源解决)
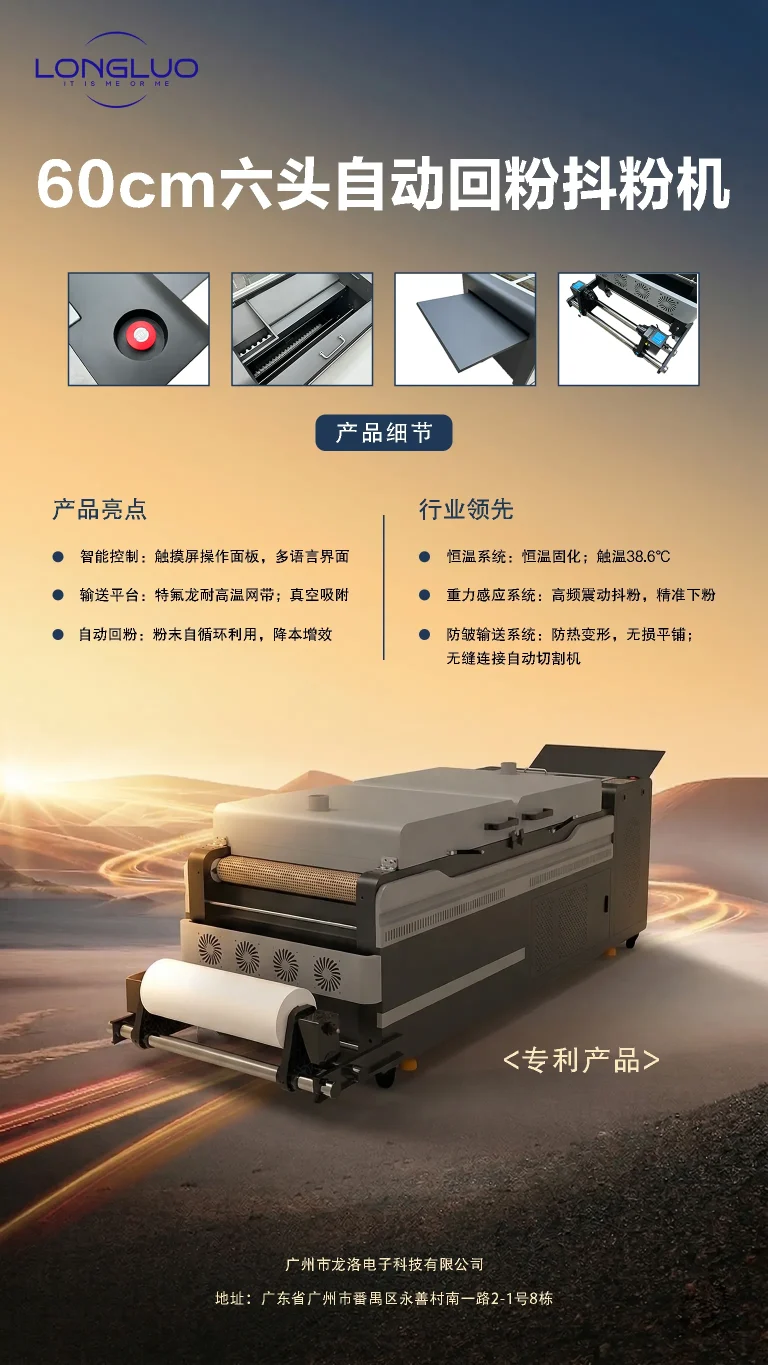
龙洛 600/500 型抖粉机使用了三大技术,可以让粉尘直接减少 80%:
⭐ 技术 1:封闭式抖粉结构(不外溢)
传统抖粉机粉直接向外溢,粉尘控制不住。
龙洛从根层设计为:
- 下沉式撒粉结构
- 粉雾不会扩散
- 内部循环
- 粉不乱飞
粉尘一瞬间少 60%。
⭐ 技术 2:双向震粉控制系统
传统震粉 → 粉特别容易飞出来。
龙洛震粉的特点:
- 微震动
- 大面积均匀
- 控制粉的“落点”
- 不把粉震飞
粉尘减少 20–30%。
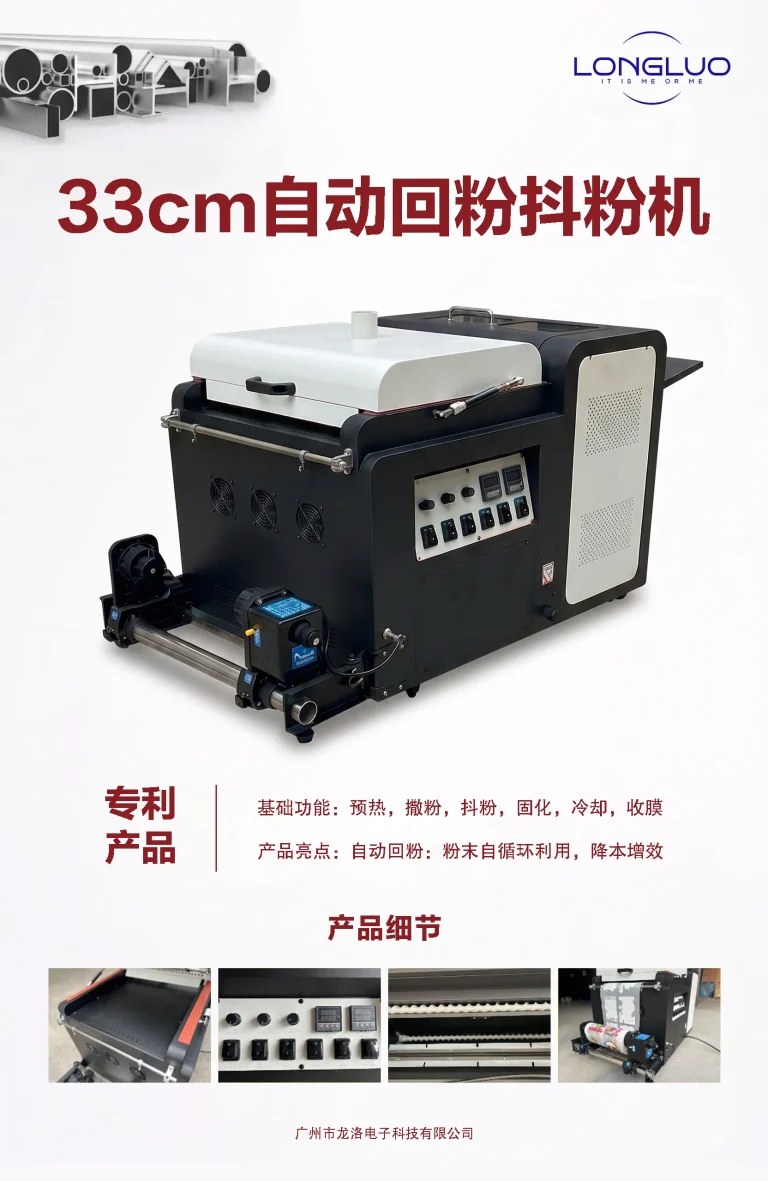
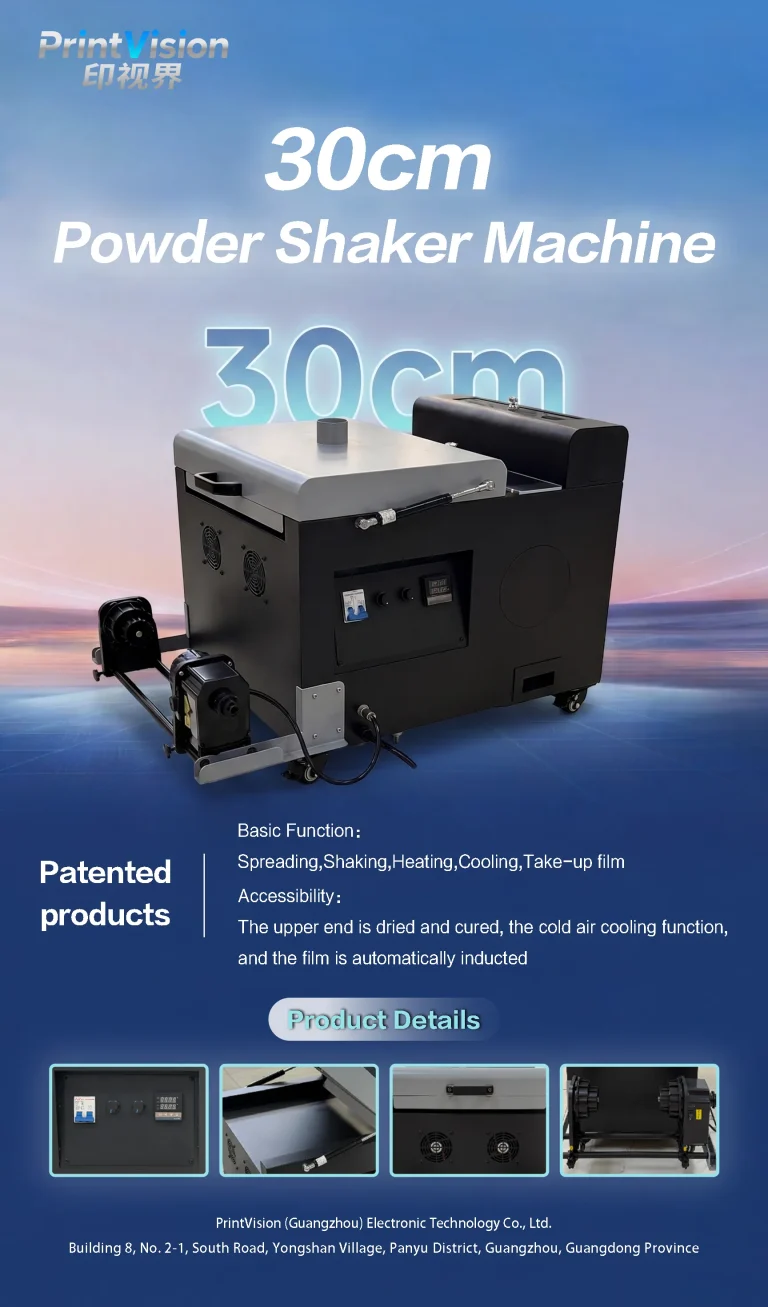
⭐ 技术 3:全自动回粉系统
龙洛自动回粉结构:
- 粉落下 → 自动回收
- 粉不落地
- 粉不浪费
- 粉不乱飘
粉尘从此不再堆积在地上和设备内部。
⭐ 第二部分:从环境控制粉尘
工厂必须做到:
- 湿度 50–65%(防粉吸湿)
- 地面无静电
- 地面每天湿拖
- 空间加空气净化机
特别是湿度!
粉的本质是 TPU+树脂,湿度高会:
- 结块
- 不流动
- 撒不出
- 撒不均
- 粉层变粗
最终引起粉尘与色差。
⭐ 第三部分:流程方面的粉尘管理
员工的标准操作流程:
- 开粉袋只开小口
- 不用手直接舀粉
- 不敲打粉袋
- 粉要倒入粉仓,而不是撒到机器上
- 每天清洁过滤器
- 每天清洁回粉仓
- 不湿手接触粉
流程稳定 → 粉尘减少 20–30%。
三、如何实现“零浪费”?(5 大系统 + 12 个动作)
浪费包括:
- 粉浪费
- 膜浪费
- 墨水浪费
- 电力浪费
- 返工浪费
- 停机浪费
- 操作浪费
龙洛总结出减少浪费的 5 大核心系统。
⭐ 系统 1:粉浪费减少 70%(自动回粉 + 均匀撒粉)
粉浪费的根源:
- 撒粉不均
- 粉洒地上
- 粉黏墙壁
- 粉掉在烘道边缘
- 粉吸潮整袋废掉
龙洛通过:
- 自动回粉
- 均匀撒粉
- 粉落点控制
- 粉仓干燥设计
可以直接减少 70% 粉浪费。
⭐ 系统 2:膜浪费减少 40%(纠偏 + 张力 + 收卷)
膜浪费的常见现象:
- 跑偏
- 起皱
- 蹭边
- 整卷抽丝
- 烘道摩擦
- 收卷不稳
龙洛抖粉机的三大优势:
- 自动纠偏系统
- 前后双张力系统
- PLC 精准收卷
膜浪费基本消失。
⭐ 系统 3:返工减少 80%(标准化流程)
返工是 DTF 工厂最大的浪费。
返工来源:
- 粉层太薄
- 粉层太厚
- 白墨密度不稳
- 温度波动
- 烘不透
- 烫压不标准
- 喷头状态差
通过流程 SOP(我可免费为你生成),返工直接减少 80%。
⭐ 系统 4:墨水浪费减少 30%(喷头保护 + 白墨循环)
浪费墨水原因:
- 喷头堵 → 清洗
- 白墨沉淀 → 浪费
- 墨水批次不一致 → 重调
龙洛设备的白墨循环系统可以:
- 白墨不沉淀
- 喷头寿命更长
- 墨水使用效率更高
⭐ 系统 5:能耗减少 20–40%(PID控温)
传统烘干:
- 一会太热
- 一会太冷
- 反复加热
- 非常耗电
龙洛 PID 控温可以:
- 温度稳定
- 不反复加热
- 烘得更快
- 更省电
四、如何实现“零停机”?(最关键部分:龙洛工程级稳定性体系)
停机是 DTF 工厂最昂贵的成本。
每停机 10 分钟 = 10 米产能损失
每停机 1 小时 = 客户延迟交期
龙洛为什么能做到行业最低停机率?
因为我们用的是 工程行业的稳定性体系。
⭐ 停机来源 1:喷头堵塞
龙洛解决方案:
- 白墨循环
- 喷头保湿
- 温控恒定
- 独立数据监控
喷头堵塞率下降 70%。
⭐ 停机来源 2:控温飘(行业最常见)
普通温控误差 ±10°C
龙洛 PID = ±1°C
温度稳定 → 烘干稳定 → 不停机。
⭐ 停机来源 3:粉仓堵塞
普通抖粉机:
- 粉容易堆积
- 容易卡住
- 容易堵住漏粉口
龙洛技术:
- 粉流线优化
- 粉仓角度优化
- 防结块结构
粉不停 → 产能不停。
⭐ 停机来源 4:跑偏
跑偏 = 整卷报废。
龙洛的自动纠偏系统:
- 实时监控
- 自动调整
- 不再跑偏
⭐ 停机来源 5:电机过热
行业最大故障点之一。
龙洛的解决方案:
- 电机过热保护
- 散热风道
- 加粗传动结构
- 负荷计算系统
你不用再担心电机突然“罢工”。
五、龙洛的“三零产线体系”,让你的工厂真正稳定
我们总结出 3 大系统:
⭐ 1. 零粉尘系统
由以下组成:
- 封闭式撒粉结构
- 自动回粉结构
- 粉雾流线设计
- 湿度管理
- 粉层控制平台
- 粉仓防堵设计
⭐ 2. 零浪费体系
减少浪费的 12 项措施:
- 自动纠偏
- 自动张力
- 自动回粉
- 粉层均匀化
- 白墨密度标准化
- ICC 锁定
- 参数标准化
- 烘干控温
- 环境控制
- 维护 SOP
- 排产计划
- 记录表管理
⭐ 3. 零停机体系
核心包括:
- 自研主板
- PID 控温
- 工业风道散热
- 加厚机架
- 自动纠偏
- 喷头保护
- 粉料流动优化
- 整机老化测试(120 小时)
这是行业 TOP 级稳定性。
六、总结:DTF 工厂能否做大,就看这三件事
⭐ 零粉尘 = 干净 + 高端 + 不污染粉层
⭐ 零浪费 = 省成本 + 省人工 + 省时间
⭐ 零停机 = 稳定产能 = 稳定赚钱